在無菌醫療器械包裝質量控制中,粗大泄漏檢測是保障無菌屏障系統完整性的重要環節。YY/T 0681.5-2010《無菌醫療器械包裝試驗方法 第5部分:內壓法檢測粗大泄漏(氣泡法)》是該領域的核心行業標準,方法靈敏度對250μm以上孔徑的檢出概率為81%,適用于托盤和組合袋包裝。然而,在質檢實驗室中,一個常見的困惑縈繞在許多操作人員心頭:同樣是進行內壓法檢測,為何針對鋁塑復合膜托盤和醫用透析紙袋的操作流程存在顯著差異?這種差異并非隨意規定,而是源于包裝材料最根本的特性——透氣性。
YY/T 0681.5-2010標準科學地根據這一特性,將檢測方法劃分為方法A(針對非透氣性材料) 和方法B(針對透氣性材料) 。理解并正確應用這兩種方法,是避免誤判、確保檢測結果有效的關鍵。本文將從材料特性出發,系統解析兩種方法的差異,幫助檢測人員準確執行標準,并探討標準化設備如何提升檢測的準確性與效率。
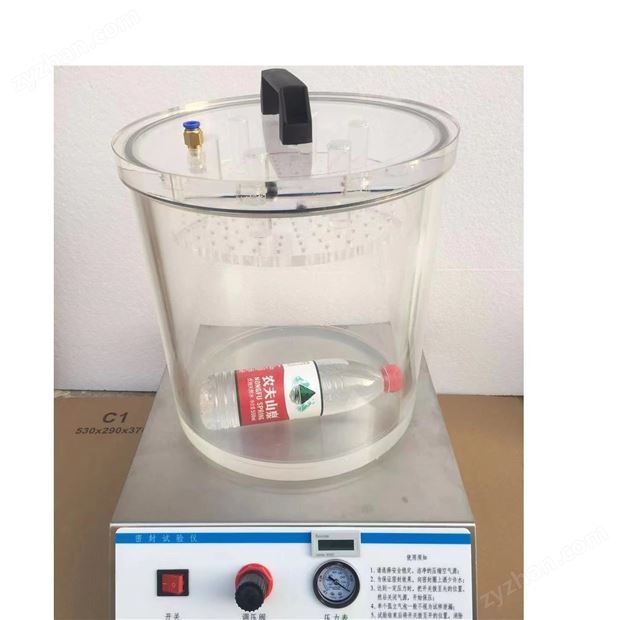
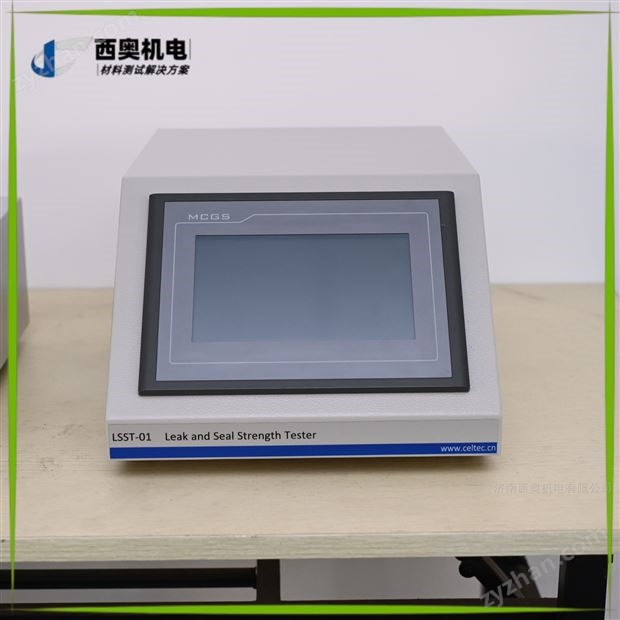
執行內壓氣泡法檢測的專業設備——氣泡法泄漏測定儀,正是依據YY/T 0681.5和ASTM F2096標準設計,能夠精準執行方法A和方法B的標準化流程。該設備采用PLC工業控制系統,配備7英寸HMI人機界面觸摸屏,測試誤差≤±1%,支持氣泡測試、脹破測試、蠕變測試等多種試驗模式,可幫助企業實現從手動操作到自動化標準檢測的升級。
包裝材料的透氣性,是決定內壓法檢測具體操作流程的首要因素。
1.1 非透氣性材料的特性
非透氣性材料包括紡粘聚烯烴(SPO)、塑料復合膜(特別是鋁塑復合膜)、硬質塑料托盤等。這些材料本身致密,氣體無法透過材料本體逸出。因此,在檢測過程中,任何從包裝表面觀察到的氣泡均明確指示真實泄漏,檢測邏輯相對直接。對于非透氣性包裝,內壓法檢測直觀而有效:一旦出現連續氣泡,即可斷定存在泄漏。
1.2 透氣性材料的特性與檢測挑戰
透氣性材料包括醫用紙、特衛強(Tyvek)等多孔膜,這些材料內部具有微孔結構,允許氣體分子通過。這一特性雖然使其成為理想的無菌包裝材料——能夠允許環氧乙烷或蒸汽等滅菌劑有效穿透,同時又能阻擋微生物侵入——但在內壓法檢測中卻帶來了挑戰。
透氣性材料的檢測是行業內的一個難點。其核心痛點在于:材料本身的“呼吸”效應——氣體透過材料微孔均勻逸出,形成細密但微弱的“背景氣泡”——會嚴重干擾對“集中泄漏”氣泡流的觀察。這種“背景噪音”會掩蓋由真實泄漏孔產生的“連續氣泡流”信號,導致誤判的雙重風險:一方面可能將大量材料正常透氣誤判為泄漏,造成合格品報廢;另一方面真實泄漏產生的氣泡流與背景氣泡混雜在一起,難以辨別,導致缺陷品流入市場。
ASTM F2096與YY/T 0681.5在技術內容上高度等效。該標準詳述了兩種方法,方法A用于不可滲透的化合物,而方法B用于可滲透的材料,兩者之間的區別在于多孔材料有一個水飽和期。該標準的靈敏度尚未對紡粘聚烯烴以外的多孔材料或非透氣包裝進行評估,因此企業在將氣泡法應用于透氣性包裝時,應理解這一限制,并嚴格遵循方法B的要求。
1.3 兩種檢測方法的本質差異對比
| 對比維度 | 方法A(非透氣性包裝) | 方法B(透氣性包裝) |
|---|---|---|
| 材料特性 | 致密結構,氣體無法透過本體 | 微孔結構,氣體可從本體逸出 |
| 核心挑戰 | 壓力控制穩定性和觀察準確性 | 材料“呼吸”效應產生的背景氣泡干擾 |
| 是否需要阻隔劑 | 不需要 | 必須使用 |
| 浸透時間要求 | 無 | 至少保持5秒 |
| 檢測邏輯 | 直接觀察連續氣泡流 | 先“屏蔽”呼吸效應,再觀察泄漏氣泡 |
| 誤判風險 | 壓力過壓或欠壓 | 阻隔劑涂覆不均、浸透時間不足 |
對于非透氣性包裝,由于氣體只能從真實的泄漏點逸出,檢測邏輯相對直接。依據YY/T 0681.5-2010標準,方法A的核心操作流程如下:
樣品準備:用穿孔器(如小的槽型螺絲刀或其他適宜的裝置)在包裝上穿一個孔,以便將空氣源和壓力監測器插入到樣品中。穿孔盡量位于包裝的中央。孔的大小宜能插入空氣源和壓力監測器,并使空氣泄漏為最小。如有必要,用膠帶和橡膠墊作為穿孔部位的封堵器來密封插入部位。
浸沒與加壓:向試驗樣品中插入空氣源和壓力監測器。將包裝浸沒在水下約2.5cm處,向包裝內施加空氣(使用一個限位器將有助于整個包裝保持在適當深度)。必要時,調節限壓閥和壓力調節器,緩慢對包裝充氣至大于或等于按照附錄A所確定的最小試驗壓力,必要時保持恒壓。
觀察與判定:檢驗整個包裝上顯示破損(密封處通道、針孔、破裂、撕裂等)區域的氣泡流,檢驗時間依據包裝的大小而定。從水中取出包裝,標出所有觀察到的破損區域。
方法A的靈敏度決定因素:標準明確規定,本試驗方法的靈敏度取決于壓差和加壓方法。對各包裝材料和規格確定適當的試驗壓力是得到可重復結果的關鍵。方法A的痛點主要集中在壓力控制的穩定性和觀察的準確性上。手動加壓系統的不穩定可能導致壓力瞬間過高,破壞本已脆弱的密封,或壓力過低無法驅動氣泡通過泄漏點,造成漏檢。
對于透氣性包裝,由于材料本身的微孔會導致氣體均勻逸出形成背景氣泡干擾,必須采用方法B——阻隔劑處理法。
3.1 阻隔劑的作用原理
YY/T 0681.5標準通過方法B巧妙地解決了這一難題,其核心在于使用“阻隔劑”。阻隔劑(如石蠟油)在毛細作用下浸潤材料表面的微孔,形成一層臨時性的、不透氣的薄膜,從而有效阻隔氣體通過材料本體逸出。成功施加阻隔劑后,材料本身的“呼吸”現象停止,水中的“背景噪音”消失。此時,若包裝存在真實的粗大泄漏,從泄漏點逸出的氣體將形成一條清晰、易辨識的連續氣泡流,使得判斷變得簡單而肯定。
3.2 核心操作流程
依據YY/T 0681.5-2010標準,方法B的核心操作流程如下:
樣品準備與阻隔劑施加:用穿孔器在包裝上穿一個孔(操作方法同方法A)。在包裝可能發生泄漏的區域(通常是密封區域)涂覆一層阻隔劑(如石蠟油)。
浸沒與浸透等待:向試驗樣品中插入空氣源和壓力監測器。將包裝浸沒在水下約2.5cm處,并保持至少5秒的浸透時間,然后再向包裝內施加空氣。這一“浸透時間”是方法B的關鍵差異步驟,其目的是讓阻隔劑充分浸潤材料表面的微孔結構,形成有效的封閉膜。
加壓與觀察:穿刺并施加壓力,緩慢對包裝充氣至最小試驗壓力,必要時保持恒壓。由于材料本體被阻隔,此時任何連續的氣泡流都必然來自于真正的粗大泄漏點。觀察時間需持續足夠長,以確保捕捉到延遲出現的氣泡。從水中取出包裝,標出所有觀察到的破損區域。
3.3 方法B的常見痛點
方法B的操作復雜性較高,痛點更為突出:
阻隔劑涂覆不均:可能導致部分區域微孔未被封閉,產生干擾氣泡,引發誤判
浸透時間不足:阻隔劑未能充分發揮作用,材料呼吸效應依然存在,掩蓋了真實的泄漏
操作繁瑣且對人員經驗依賴高:整個流程步驟更多,任何一個環節的疏忽都可能導致檢測失敗
4.1 操作流程的核心差異
| 操作步驟 | 方法A(非透氣性包裝) | 方法B(透氣性包裝) |
|---|---|---|
| 穿孔 | 包裝中央穿孔 | 包裝中央穿孔 |
| 阻隔劑施加 | 不需要 | 必須涂覆于密封區域 |
| 浸沒深度 | 水下約2.5cm | 水下約2.5cm |
| 浸透等待 | 無此要求 | 至少保持5秒后再充氣 |
| 加壓方式 | 緩慢充氣至最小試驗壓力 | 緩慢充氣至最小試驗壓力 |
| 觀察內容 | 連續氣泡流 | 連續氣泡流(背景氣泡已被屏蔽) |
4.2 兩種方法對儀器功能的需求
方法A對儀器的核心需求是高精度的穩定壓力控制。壓力不足會降低檢測靈敏度,無法驅動氣泡通過微小泄漏點;壓力過高則可能導致完好包裝的密封開裂。因此,儀器需要配備壓力監測儀表和限壓閥,防止對包裝施加過高壓力,設備的壓力控制精度直接影響測試結果的可靠性。
方法B在方法A的基礎上,對儀器提出了更高要求。除了高精度的壓力控制外,還需要清晰的操作界面和計時功能,以輔助操作人員準確把握浸透時間(≥5秒),減少人為計時誤差。
面對兩種截然不同的方法,實驗室如何才能保證操作的規范性與結果的可重復性?關鍵在于標準化、自動化的設備支持。
5.1 高精度壓力控制
實現內壓法檢測粗大泄漏的精準性與重復性,需對試驗壓力進行嚴格把控。標準指出,試驗方法的靈敏度取決于壓差和加壓方式。氣泡法泄漏測定儀采用高精度壓力傳感器(誤差≤±1%)和自動恒壓補壓功能,能夠為方法A提供高精度的穩定壓力,避免過壓或欠壓,是保證測試條件一致性的關鍵技術要素。
5.2 計時功能輔助浸透時間控制
方法B要求樣品浸沒后至少保持5秒的浸透時間,這一參數的控制直接影響檢測成敗。設備配備清晰的操作界面和定時功能,可輔助操作人員準確把握浸透與觀察時間,減少人為計時誤差,確保測試條件的重現性。
5.3 試驗模式預設與一鍵切換
標準化的檢測設備支持氣泡測試、脹破測試、蠕變測試等多種試驗模式。針對方法A和方法B的不同操作流程,設備可預設標準參數,實現一鍵切換,降低操作復雜度。
5.4 數據記錄與質量追溯
檢測記錄是質量體系審核的重要依據。設備可自動統計保存測試結果,支持數據導出,滿足GMP體系對數據完整性和可追溯性的要求。
問1:非透氣性包裝檢測中,為什么必須嚴格控制試驗壓力?
答:標準明確規定,試驗方法的靈敏度取決于壓差和加壓方法。對各包裝材料和規格確定適當的試驗壓力是得到可重復結果的關鍵。壓力不足會降低檢測靈敏度,無法驅動氣泡通過微小泄漏點,導致真實缺陷漏檢;壓力過高則可能導致完好包裝的密封開裂或從透氣材料中射出氣泡,與缺陷氣泡混淆,對是否存在缺陷作出錯誤結論。因此,控制試驗壓力是方法A成功執行的核心要點。
問2:為什么透氣性包裝檢測時必須使用阻隔劑,而非透氣性包裝不需要?
答:非透氣性材料(如鋁塑復合膜、SPO)結構致密,氣體無法透過材料本體。在檢測中,任何從包裝表面觀察到的氣泡均明確指示真實泄漏。而透氣性材料(如Tyvek、醫用紙)內部具有微孔結構,氣體可以從材料本體均勻逸出,產生背景氣泡干擾,掩蓋真實泄漏信號。YY/T 0681.5標準通過方法B,要求使用阻隔劑暫時封閉材料表面的微孔,阻止氣體從材料本體逸出,使檢測回歸“氣體只能從泄漏點逸出”的狀態。
問3:方法B中“浸沒后至少保持5秒”的浸透時間具體從何時開始計算?
答:浸透時間是指包裝浸沒在水下之后、開始施加空氣壓力之前的等待時間。依據YY/T 0681.5標準方法B的要求,樣品浸沒后需至少等待5秒,然后再向包裝內施加空氣壓力。這一時間參數的控制是為了確保阻隔劑充分浸潤材料表面的微孔結構,形成有效的封閉膜。
問4:同一臺檢測設備是否可以同時滿足方法A和方法B的檢測需求?
答:可以。標準化的粗大泄漏氣泡法檢測儀應當能夠同時支持兩種檢測方法。設備應具備高精度的穩定壓力控制功能(誤差≤±1%),以執行方法A;同時配備清晰的操作界面和定時功能,以輔助方法B中的浸透時間控制。此外,設備還應支持多種試驗模式(氣泡測試、脹破測試、蠕變測試)的參數預設與一鍵切換,滿足不同包裝類型和檢測需求。
問5:對于既包含透氣區域又包含非透氣區域的復合包裝,應選用哪種檢測方法?
答:對于復合包裝(如Tyvek蓋材+SPO托盤),其密封區域通常涉及透氣性材料與非透氣性材料的結合。這種情況下,建議按照方法B執行檢測。因為透氣性材料的“呼吸效應”是主要的干擾源,必須通過阻隔劑處理來屏蔽。在操作時,應將阻隔劑涂覆于透氣性材料的密封區域及周邊,確保其微孔被有效封閉,再按方法B的流程進行浸透、加壓和觀察。
如果您正在尋找可滿足您各種需求的最佳解決方案,歡迎聯絡我們,我們非常樂意和您一起討論您的需求。
免責聲明
 手機版
手機版 制藥網手機版
制藥網手機版
 制藥網小程序
制藥網小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 預告
預告  預告
預告  預告
預告