螺紋管螺旋纏繞式換熱器化工應用
螺紋管螺旋纏繞式換熱器在化工領域的應用分析
一、技術原理與核心優勢
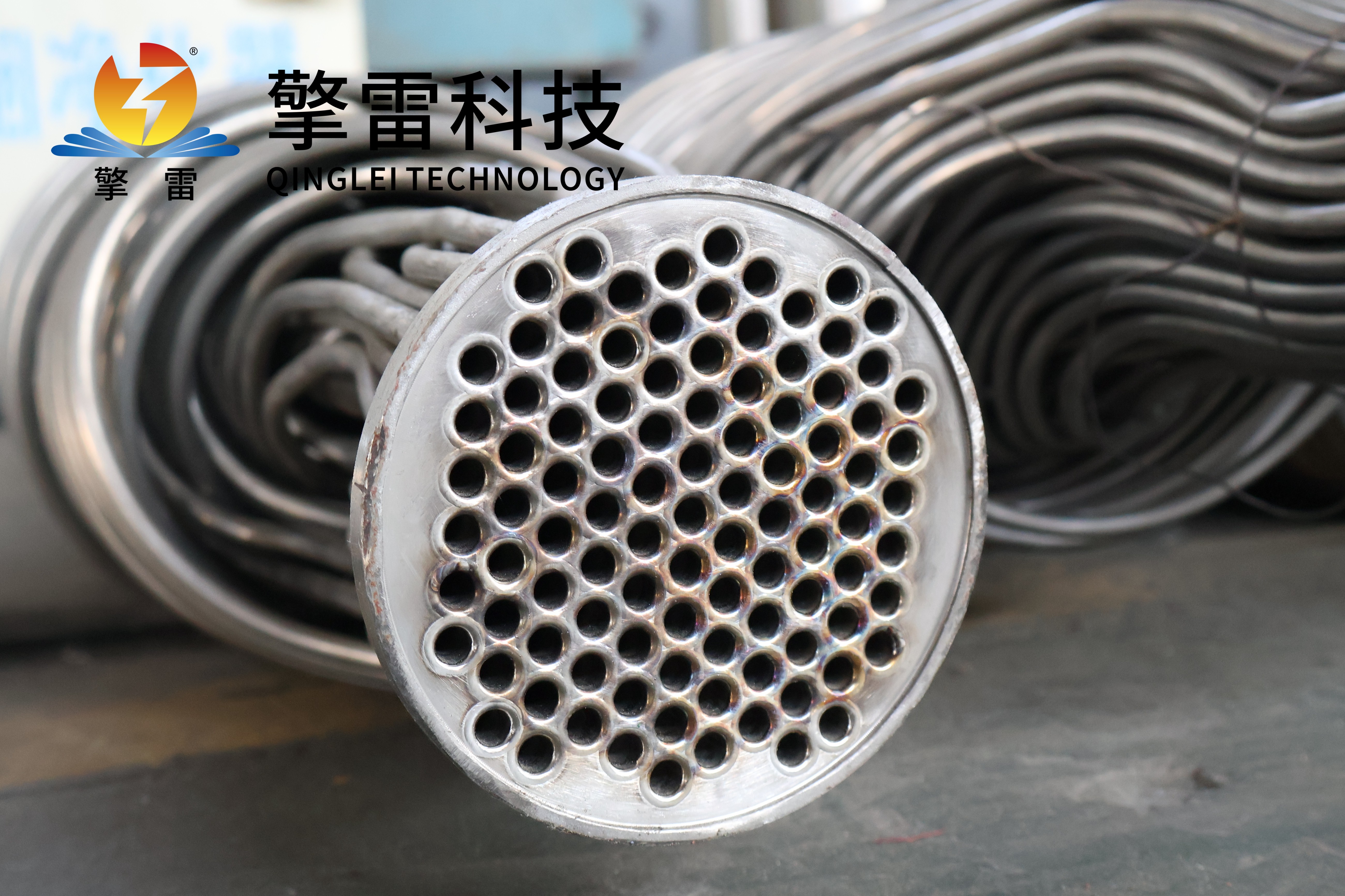
螺紋管螺旋纏繞式換熱器通過將換熱管以特定螺距和纏繞角反向纏繞在中心筒體上,形成多層三維螺旋流道。流體在螺旋通道內流動時,受離心力作用產生二次環流,與主流疊加形成強烈湍流,破壞邊界層,顯著提升傳熱系數(達14000 W/(m2·K))。其核心優勢包括:
高效傳熱:湍流強化設計使傳熱系數較傳統列管式換熱器提升30%-50%,在乙烯裂解裝置中,熱回收效率提升30%,年節約燃料氣用量達50萬噸標煤。
緊湊結構:單位體積傳熱面積達100-170 m2/m3,體積僅為傳統設備的1/10,重量減輕40%以上,特別適用于海洋平臺、船舶等空間受限場景。
耐工況:采用316L不銹鋼、鈦合金或碳化硅復合材料,耐溫范圍覆蓋-196℃至800℃,設計耐壓達20MPa,適應高溫高壓、強腐蝕性介質。
抗結垢與自清潔:螺旋流動減少污垢沉積,污垢系數降低70%,清洗周期延長至半年,維護成本減少40%。
長壽命與低泄漏:彈性管束設計消除熱應力,設備壽命延長至30-40年;全焊接工藝使泄漏率控制在0.01%/年以下。
二、化工行業典型應用場景
1. 石油煉化與化工合成
催化裂化裝置:用于塔頂油氣冷凝,適配高含硫、易結垢介質。某煉化企業采用后,換熱效率從72%提升至85%,年節約蒸汽1.2萬噸,設備占地面積減少40%。
加氫反應器:承擔床層換熱任務,緊湊設計可嵌入反應器內部,實現精準溫度控制。在柴油加氫裝置中,變螺距設計使總傳熱系數達2500 W/(m2·K),較固定螺距提升18%。
乙烯裂解:作為裂解氣冷卻器,將裂解氣從850℃降至400℃,較傳統設備節能15%,年減少燃料氣消耗1.2萬噸標煤。
2. 余熱回收與能源利用
加熱爐煙氣余熱回收:利用設備高效傳熱特性,將煙氣溫度從200℃降至100℃以下,回收熱量用于預熱空氣或燃料,節能率達15%-20%。
LNG液化與BOG再冷凝:作為過冷器及液化器,將天然氣冷卻至-162℃以下,實現液化儲存與運輸。某LNG接收站應用后,日蒸發率<0.05%,系統能效提升25%。
煤化工低溫甲醇洗:通過多股流同步換熱優化工藝流程,減少設備占地面積。某煤制氣項目中,煤氣化工藝效率提升22%。
3. 腐蝕性介質處理
硫酸濃縮與合成:采用哈氏合金或碳化硅復合管束,耐受強酸腐蝕。在沿海化工園區,鈦合金設備已連續運行5年未發生泄漏,壽命較傳統設備延長4倍。
海水淡化:作為多效蒸餾預熱器,耐海水腐蝕且防海生物附著,換熱效率>85%。某海水淡化裝置應用雙金屬復合管(內層254SMO,外層碳鋼)后,設備壽命從2年延長至8年。
4. 精細化工與制藥
抗生素發酵液冷卻:316L不銹鋼材質符合FDA無菌要求,表面粗糙度Ra≤0.4μm,避免交叉污染。某生物制藥企業應用后,產品合格率提升5%。
溶劑回收:在化工行業的溶劑回收工藝中,系統能耗降低15%-20%,年運行成本節省顯著。
三、創新方向與未來趨勢
材料升級:
研發石墨烯/碳化硅復合涂層,導熱系數突破300 W/(m·K),耐溫提升至1500℃,抗結垢性能增強5倍。
推廣鎳基高溫合金(如Inconel 625),在1200℃氫氣環境中保持0.2%蠕變強度,適用于高溫反應釜冷卻系統。
結構優化:
采用3D打印技術制造復雜流道結構,比表面積提升至800 m2/m3,傳熱系數突破15000 W/(m2·K)。
開發可拆卸式設計,支持單管束在線更換,維護時間縮短80%,設備可用率提升至99.5%。
智能化與綠色化:
集成物聯網傳感器與AI算法,實現故障預警與能效優化,關鍵設備故障率下降85%。
通過數字孿生技術模擬不同工況,優化設計周期縮短50%。
結合熱泵技術回收低溫余熱,系統綜合能效提升40%-60%,助力“雙碳”目標實現。

四、應用案例與數據支撐
某煉化企業:采用CrMo鋼耐高溫纏繞管式換熱器后,設備性能穩定可靠,節能25%-45%,減少污染物排放。
某電廠項目:年節約蒸汽483噸,節省費用9.6萬元。
某乳制品廠:采用該設備后,節能30%的同時提升產品質量。
某石化企業50萬噸/年乙烯裝置:螺旋纏繞管式換熱器替代傳統U形管式設備后,傳熱效率提升40%,年節能費用達240萬元。
免責聲明
 手機版
手機版 制藥網手機版
制藥網手機版
 制藥網小程序
制藥網小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 預告
預告  預告
預告  預告
預告 










