乙二醇纏繞管換熱器:高效傳熱與多領域應用的創新解決方案
一、技術原理:螺旋結構驅動湍流強化傳熱
乙二醇纏繞管換熱器的核心在于其獨特的螺旋纏繞管束設計。數百根換熱管以3°-20°的螺旋角反向纏繞于中心筒體,形成多層立體流道。這種結構使流體在流動過程中產生強烈離心力,形成二次環流效應,湍流強度提升3-5倍,顯著破壞熱邊界層,減少熱阻。實測數據顯示,其傳熱系數可達12000-14000 W/(m2·℃),較傳統直管式換熱器提升2-4倍。逆流換熱設計進一步優化了溫差利用,冷熱流體在管程與殼程中逆流接觸,溫差梯度,熱回收效率≥96%,冷凝效率達98%。例如,在LNG液化裝置中,端面溫差可控制在2℃以內,余熱回收效率提升28%。
二、結構創新:緊湊設計與高效傳熱的平衡
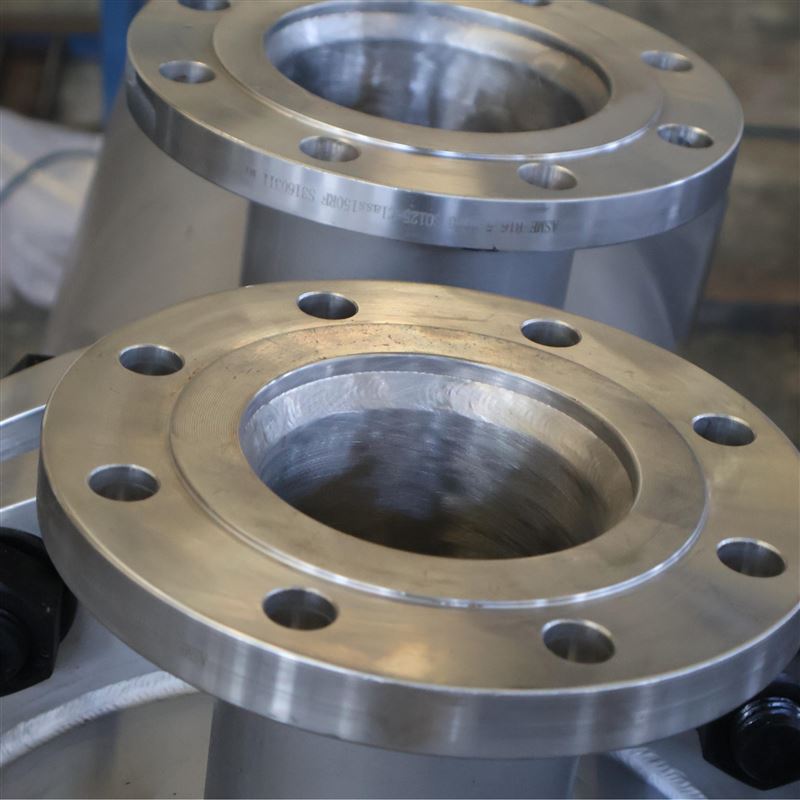
螺旋纏繞管束:通過小管徑(φ8-12mm)高密度纏繞,單位體積傳熱面積達100-170㎡/m3,是傳統設備的2-3倍。某化工廠替換傳統設備后,換熱器體積縮小8倍,安裝空間減少60%,同時熱回收效率提升50%,年節約燃料氣50萬噸標煤。
自支撐結構:纏繞管通過層間焊接形成剛性框架,無需額外支撐件,承壓能力達30MPa以上,可穩定運行于超臨界CO?發電、深海油氣開采等高壓工況。
熱應力補償:管束兩端預留自由伸縮段,可隨溫度變化自由膨脹,減少熱應力導致的設備損壞,壽命超10萬小時。
三、材料突破:耐腐蝕與耐高溫的極限挑戰
鈦合金TA2:在60℃以上濃鹽酸中腐蝕速率低于0.01mm/a,設計壓力達40MPa,適用于海洋工程及高溫濃鹽酸工況。
哈氏合金C-276:耐氯離子腐蝕性能優異,年腐蝕速率<0.01mm,使用壽命超15年,適用于高溫高壓鹽酸環境。
碳化硅復合管束:導熱系數270W/(m·K),耐溫1200℃,應用于垃圾焚燒爐余熱回收時熱效率提升25%。
石墨烯涂層:提升傳熱效率15%,耐溫達1200℃,抗結垢性能增強50%。
四、應用場景:跨行業的價值實現
化工生產:

聚酯合成:乙二醇作為原料,通過纏繞管換熱器控制反應溫度,確保產品純度達99.9%。
廢氣余熱回收:某煤制乙二醇工廠部署12臺設備,年減排二氧化碳超10萬噸,降低燃料成本約2000萬元。
制冷與空調:
大型中央空調:采用彈性螺旋纏繞管束換熱器,實現-60℃低溫溶媒反應,冷量利用率從40%提升至85%,液氮消耗量減少60%。
低溫反應控溫:某藥企通過設備實現溫差控制精度±0.5℃,保障藥品質量穩定性。
能源領域:
地熱開發:冰島地熱發電站采用該設備處理180℃硅酸鹽介質,換熱效率達88%,年發電量超1億kWh。
碳捕集系統:在燃煤電廠中,設備于-55℃工況下實現98%的CO?氣體液化,助力碳中和目標。
新能源與環保:
太陽能熱利用:將太陽能集熱器熱量傳遞至水箱,提升熱水供應效率。
垃圾焚燒余熱回收:回收煙氣余熱產生蒸汽,發電效率提升18%,二噁英排放降低90%。
五、智能化與綠色化:未來趨勢
數字孿生技術:構建設備三維模型,集成溫度場、流場數據,實現剩余壽命預測,預測性維護準確率>98%。
AI算法優化:自適應調節系統根據負荷變化自動調整冷卻介質流量,系統能效比提升10%-15%。
綠色制造:閉環回收工藝使鈦材利用率達95%,單臺設備碳排放減少30%;研發環保型乙二醇換熱介質,減少對環境的影響。
六、典型案例:數據見證性能
化工行業:某企業采用仿生螺旋流道設計,流道比表面積達800m2/m3,配合脈沖清洗技術,結垢周期延長至18個月,回收率提高15%。
能源行業:沙特某光熱電站中,設備承受700℃、30MPa工況,熱電轉換效率突破50%。
制藥行業:雙流體逆向流動設計實現溫差控制精度±0.5℃,避免交叉污染,符合FDA認證要求。
免責聲明
 手機版
手機版 制藥網手機版
制藥網手機版
 制藥網小程序
制藥網小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 直播中
直播中  直播中
直播中  直播中
直播中 










